工程能力指数(Cpk)は、工程の管理状態を一目で知ることが出来る非常に便利な指数です。
実際にCpkを紹介している書籍やネット情報でも、数字を見ることで管理状態であるかどうかを知ることが出来ると言っています。
しかしながら、Cpkは管理状態を測る以外にも使い道があります。
その使い道を知ることで、管理状態の是正の方針や難易度を予測する事が出来ます。
今回はそんな、Cpkの別の使い道について解説していきます。
動画でも解説しています。

Cpkとは何か?【復習です】
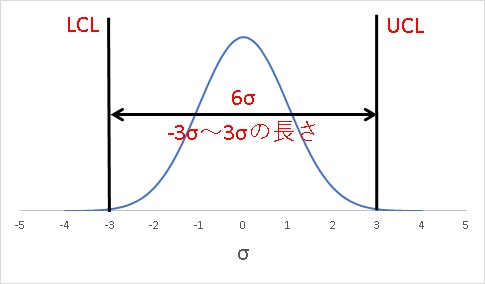
工程能力指数とは、上下限の規格の中に±3σの製品ばらつきの分布がどの程度収まっているかを示した指数です。
詳細は以下の記事を参照してください。
基本的に管理状態の目安としては、Cpk≧1.33です。
これは±4σが上下限規格に収まっていることを意味し、不良の発生率が0.006%であることを示しています。
管理状態以外に読み取るべき情報
ここまでは、Cpkを扱っているサイトや書籍でもよく見られる内容です。
しかし、Cpkの使い道はそれだけではありません。
1.33かどうかを見るだけではダメ
管理状態をCpkで確認出来たとして、その値が想定より小さかった場合(=管理状態にない)、当然改善しなければなりません。
問題はその改善方針です。
製品の”ばらつき”が正規分布をしている場合、修正方針としては
・平均値をシフトさせる
・標準偏差を小さくする
の2つに大別されます。
平均かずれているか、標準偏差が大きいのか
この方針は言われたら当たり前ですが、方針の選択をミスしてしまった場合、労力の割りに効果がいまいちか全く得られないという事になる可能性があります。
基本的に製品の”ばらつき”分布に干渉する場合に覚えておいてほしいことは
・平均値をシフトさせることは簡単
・標準偏差を小さくすることは難しい
ということです。
お風呂のお湯を貯めるというシチュエーションで考えてみましょう。

決められた時間で、決められた量のお湯を入れることを考えた場合、ここでいう不良は決められた量よりも多すぎるか少なすぎるという状態です。
不良:決められた量より多い or 少ない
ここで主な原因が、単位時間当たりのお湯の流量であった場合、蛇口のひねる量を変えるだけでおそらく解決します。
これが平均値がずれている場合です。
対してお湯の出方が脈動している場合、蛇口のひねる量を変えてもおそらく解決しません。原因としては流路の途中に異物が噛みこんでいるのか、そもそも水道局側に何かしらの不備があるのか、考えただけでも調査するところが多そうで、大変そうです。
これが標準偏差が大きい場合です。
製品ばらつきに関しても同様です。
基本的に平均値のズレは、設定値の調節で解決出来る場合が多いですが、標準偏差の是正の場合そもそもの設計から見直さなければ解決しない時も多いです。
設計に関しては、後々変更できない場合も多いので開発段階でよく検討しておくべきです。
それではCpkの是正方針について考えてみます。
平均値がずれているのに標準偏差に対して取り組みをする場合ですが、改善効果が出るまでに時間が掛かりすぎますし、そもそも改善の余地がなく、無駄な時間とお金がかかる可能性があります。
対して標準偏差が大きいのに平均値に対して取り組みをする場合ですが、これはいくらやっても効果が得られることはありません。確実に時間の無駄です。
このように方針を間違えると、徒労となってしまうことになります。
Cpkをうまく使えば、この方針を容易に立てることが出来ます。
Cpが高ければ簡単に改善出来る
定義の中には、Cpkを算出する前に平均の偏りを考慮しないCpを算出するものがあります。
$$Cp=\frac{UCL-LCL}{6σ}$$
これに平均の偏りの補正値として、Kを組み込んだものがCpkです。
逆に言えば、純粋に標準偏差による工程能力指数がCpであると言えます。
この事実は重要です。
Cpkが1.33を割っている場合、次にCpに着目します。
この場合、Cpが1.33を超えている場合は平均値がずれているので、平均値の補正アクションという選択になります。
対してCpの段階で1.33を下回っている場合、現在の製品設計に問題があるため標準偏差の補正アクション(というより設計の見直し)という選択になります。
CpkとCpを見比べることで、工程管理状態の深刻さが浮き彫りになります。
また、日々工程能力指数のデータを取っており一件ずつ比較することが大変な場合は、
$$\frac{Cp}{Cpk}=\frac{1}{1-K}$$
このCpkとCpの比の大きさをプロットをしたグラフを作図することで、改善余地といえるものを見える化することが出来ます。
まとめ
このようにCpkはただ工程の管理状態だけでなく、改善アプローチを示唆する指標としても使用可能です。
このような使用法は、あまりその他資料で言及されているのを見かけませんが、実際に計算したり使ったりすると、ふと思いついたりするものです。
教科書に書いていないからと言って、やってはいけないという事ではありません。
要は何事も、より良くなればいいのです。
皆さんもぜひ様々手法を教科書通りに使うのではなく、色々アレンジしてより良い成果を上げていってください。
コンテンツ紹介
昨今機械学習やディープラーニングなど、データを扱うための知識の重要度は日々増していっています。
そんな最先端のスキルを使いこなすには、土台となる統計学の知識が必要不可欠です。
しかしながら、統計学は本で読んでも何とか理論は理解できてもそこからどのように実務に活かしたら良いのか分からない。そんな机上と現実のギャップが凄まじい学問です。
そんな机上と現実のギャップを埋めるために、私は当サイトをはじめ様々なコンテンツを展開しています。
youtubeでは登録者1万人の統計学のチャンネルを運用しています。
動画投稿だけでなく、週2回のコメントに来た質問への回答配信も行っているので気になる方はどしどし質問をお寄せください。
youtubeでは無料動画だけでなく、有料のメンバーシップ限定動画も運用しています。
メンバーシップ登録リンク(押しただけで登録はされないので、気軽にクリックしてください)
エクセルやJAMOVIといった無料で使える統計ツールの実際の使い方。そして無料動画では敷居の高い(というよりマニアックゆえに再生数が見込めない(笑))解説動画をアップしています。
本を読んで実際に分析してみようと思ったけど、どうもうまくいかなかった。本では見かけない、あるいは難しすぎて扱えない手法があったという方。ぜひ一度ご参加ください(動画のリクエストがあれば反映させます)
「そうは言われても、うちのデータは統計学じゃ分析出来ないよ」
そういう方もいらっしゃると思います。私の経験上、そういったデータ分析が出来ない状況の一つとして量的変数として目の前の現象を扱えていないというものがあります。
私のnoteでは、過去私が製品開発を行う上で実践した分析しやすい数値の測定方法を公開しています。
私が開発活動する上で創意工夫を凝らして編み出してきたアイデアの数々を公開しています(私の知見が増えたら更新していきます)。本やネットではまず載っていません。うまい測定方法のアイデアが浮かばないという方はぜひこちらをご覧ください。
「いや、その前に使える手法を体系的に学びたいんだけど」
そんな方には、udemyの講座を推奨します。
初歩的な標準偏差から、実験計画法、多変量解析まで、実際に私が実用する上で本当に使用したことがある手法に絞って順序立てて解説しています。
どの手法が結局使えますのん?という方はぜひこちらをお求めください。
こんな感じで、様々なコンテンツを展開しています。
今後は品質工学や品質管理に重点を絞ったコンテンツなども発信していきます。
ぜひリクエストがありましたら、それらも反映させていきますのでまずはお気軽にご意見くださいな。
コメント