・新しいを製品を作る
・新しい設備を導入する
・今まで見ていなかったパラメーターを管理する
このようなシチュエーションになった場合、必ず問題になるのはどのような規格範囲で管理するかということです。
このような場合、
「これまで通例で管理してきた値を使う」
「何点かサンプリングして、最大値と最小値から切りのいい数字で決める」
ということが頻繁に起こっていませんか?
恥ずかしながら私の勤め先では結構あります・・・
ですが、このような決め方では管理値に根拠がないため、管理値を外れた場合真に異常か否かが分かりません。
実は、正常な状態でもその管理値を外れるかもしれませんし、逆に管理値内でも異常かもしれません。
このような問題を避けるために、標準偏差を用いると簡単に決めることが出来ます。
youtubeで動画もアップしています。
こちらもぜひご覧ください。

規格を決めるための5つのポイント
今回は規格を決めるときに考慮すべき、5つのポイントを紹介します。
正規分布の性質を活用する
以前紹介したように、測定する値が正規分布をとる場合、
平均値±3×標準偏差
には、99.7%のデータが収まります。
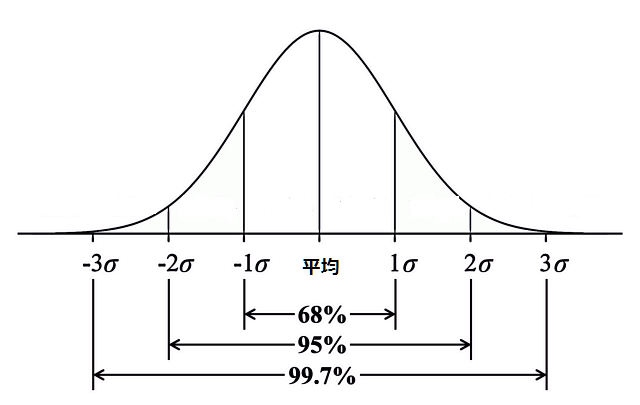
つまり1000個製品を作ると3個の製品が不良になる計算であり、この範囲を外れる可能性は非常に稀であると言えるわけです。
ということは、製品の値をサンプリングして管理値を決める場合は、得られた製品の平均値と標準偏差を計算してやると
上限規格:平均値+3×標準偏差
下限規格:平均値-3×標準偏差
という風に管理値を決めることが出来ます。
この場合、この値を外れるのは0.3%の確率で起こる異常と判定されて一定の根拠を持った管理が実施できるわけです。
実際に、工程能力指数や管理図をはじめとしたSQCには頻繁に活用されています。
測定する値は正規分布か否か
σを使った規格の決め方は、正規分布を前提としています。
ですので、サンプリングした値をヒストグラムにして、同じ値から算出した平均と標準偏差からの正規分布を重ねたりして形状を確認したり、q-qプロットを確認したりすることで、正規分布かどうか確かめる必要があります。

ですが、基本的に工場等で日々生産するものから計測できる値が、正規分布から著しく外れるというのはあまり考えられません。
正規分布になっていない場合、何かしらの異常や人為的意図が介在している可能性があり、警戒が必要です。
もし外れる場合は、単に「外れたな」で済ませのではなく、なぜ外れるのかを考えるべきです。
一定の期間サンプリングを続ける
統計的手法が調理法であるとしたら、データは材料です。
どんなに腕に良いシェフでも、材料が不味ければ料理は不味いのです。

なので、データの取り方は慎重にするべきです。
特に規格を決める場合は、一日で採取したデータだけで判断するのは危険です。
なぜなら、同じ製造条件で生産したとしても、日々製品は”ばらつく”からです。
規格の中には、一日内のばらつき(ロット内ばらつき)と日々のばらつき(ロット間ばらつき)をあらかじめ入れておくべきです。
また測定者ばらつきも考慮に入れるべきです。
測定機器によっては扱いによって同じ測定器でも、結果が異なる可能性があります。
本当によくあります。
以上を式で表現するとこのようになります。
$$s=\sqrt{s_A^2+s_B^2+s_C^2}$$
A,B,Cはぞれぞれロット内、ロット間、測定者です。
そして、ここから更に測定器、環境(温湿度等)、測定位置などばらつく要因はそれこそ無限に増えます。
そして、これが増えていくと分散の加法性の原理で標準偏差も際限なく大きくなっていきます。
標準偏差の増大化は規格レンジの増大化であり、あまりに規格が大きくなると、本当の不具合を捉えることは出来なくなります。
よって、測定条件の固定化をしっかり決めておくことも非常に重要なのです。
この測定条件、測定環境を決めたものが『測定基準書』であり『測定手順書』なのです。
これをあらかじめ決めておかなければ、使い物になる規格を決めることは出来ません。
製品規模に合わせて規格を決める
今回は平均値±「3」×標準偏差を基準にしていますが、これは製造業において一般的に扱われる値のために引用しているだけで、実際には製品の製造規模に合わせて「3」の数値を決めるべきです。
生産ラインで1日で数万、数十万作るようなものを扱う場合(半導体等)、「3」では一日で数十、数百の不良が発生している計算になります。
1000個作ったら3個発生する確率の話なので、当然です。
なので、実際には生産量に合わせて妥当な値を決めてやるべきです。
ちなみに「4」だと外れ値の発生確率は0.006%です。10万個のうち6個です。これなら妥当そうです。
アクションは想定しておこう
いつか外れ値は出ます。
確率的に、1000個作ったら3個は外れると言っているのだから当然です。
ですが、管理値を決めると一仕事終わったとなることが往々にしてあります。
ここでその案件を放っておくと、いざ外れ値が発生した場合慌てふためき、揉めることになります。
それを避ける意味でも、値が外れた場合の一般的なアクションだけでも決めておくべきです。

値が外れる想定原因から考えていくと、アクション案の一つや二つは浮かんでくるものです。
あらかじめアクションを決めておくと、外れ値が出た場合アクションしている間のワンクッションが出来るので、アクションがうまく行かなった場合の対応案を考えることが出来ます。
また、アクションを考えていないとその場でアクションを考えなければならないため、冷静に考えられず、的外れなアクションをとる羽目になります。
更にアクションをあらかじめ考えておかないと、あなたは怒られます。
逆にアクションを考えておいたら、うまく効果がなかったとしても、想定外はよくある話なのであなたは怒られません(そこからみんなで考えようってなります)。
まとめ
今回紹介した内容は、計算そのものはデータがあれば、エクセルで1分以内に出来る簡単なものです。
しかしながら、このような考え方を知る知らないは大きな差です。
ですが、更に重要なのはデータの取り方とその後のフォローです。
これは統計絡みでは常に付きまとう話です。
データ取得、データ分析、そしてアクション。
この原則を実行出来れば、あなたの業務遂行能力は大幅に向上します。
ぜひ、分析能力した後は実行していくように習慣付けていきましょう。
コンテンツ紹介
昨今機械学習やディープラーニングなど、データを扱うための知識の重要度は日々増していっています。
そんな最先端のスキルを使いこなすには、土台となる統計学の知識が必要不可欠です。
しかしながら、統計学は本で読んでも何とか理論は理解できてもそこからどのように実務に活かしたら良いのか分からない。そんな机上と現実のギャップが凄まじい学問です。
そんな机上と現実のギャップを埋めるために、私は当サイトをはじめ様々なコンテンツを展開しています。
youtubeでは登録者1万人の統計学のチャンネルを運用しています。
動画投稿だけでなく、週2回のコメントに来た質問への回答配信も行っているので気になる方はどしどし質問をお寄せください。
youtubeでは無料動画だけでなく、有料のメンバーシップ限定動画も運用しています。
メンバーシップ登録リンク(押しただけで登録はされないので、気軽にクリックしてください)
エクセルやJAMOVIといった無料で使える統計ツールの実際の使い方。そして無料動画では敷居の高い(というよりマニアックゆえに再生数が見込めない(笑))解説動画をアップしています。
本を読んで実際に分析してみようと思ったけど、どうもうまくいかなかった。本では見かけない、あるいは難しすぎて扱えない手法があったという方。ぜひ一度ご参加ください(動画のリクエストがあれば反映させます)
「そうは言われても、うちのデータは統計学じゃ分析出来ないよ」
そういう方もいらっしゃると思います。私の経験上、そういったデータ分析が出来ない状況の一つとして量的変数として目の前の現象を扱えていないというものがあります。
私のnoteでは、過去私が製品開発を行う上で実践した分析しやすい数値の測定方法を公開しています。
私が開発活動する上で創意工夫を凝らして編み出してきたアイデアの数々を公開しています(私の知見が増えたら更新していきます)。本やネットではまず載っていません。うまい測定方法のアイデアが浮かばないという方はぜひこちらをご覧ください。
「いや、その前に使える手法を体系的に学びたいんだけど」
そんな方には、udemyの講座を推奨します。
初歩的な標準偏差から、実験計画法、多変量解析まで、実際に私が実用する上で本当に使用したことがある手法に絞って順序立てて解説しています。
どの手法が結局使えますのん?という方はぜひこちらをお求めください。
こんな感じで、様々なコンテンツを展開しています。
今後は品質工学や品質管理に重点を絞ったコンテンツなども発信していきます。
ぜひリクエストがありましたら、それらも反映させていきますのでまずはお気軽にご意見くださいな。

コメント